Dry processing increases mechanical demands
Dry electrode routes rely more heavily on rolling, compression and material handling stability.
Home / Industrial Automation Blog
Battery electrode production is moving toward higher precision, cleaner manufacturing and more scalable roll-to-roll processes. Web tension and alignment remain core controls for electrode quality.
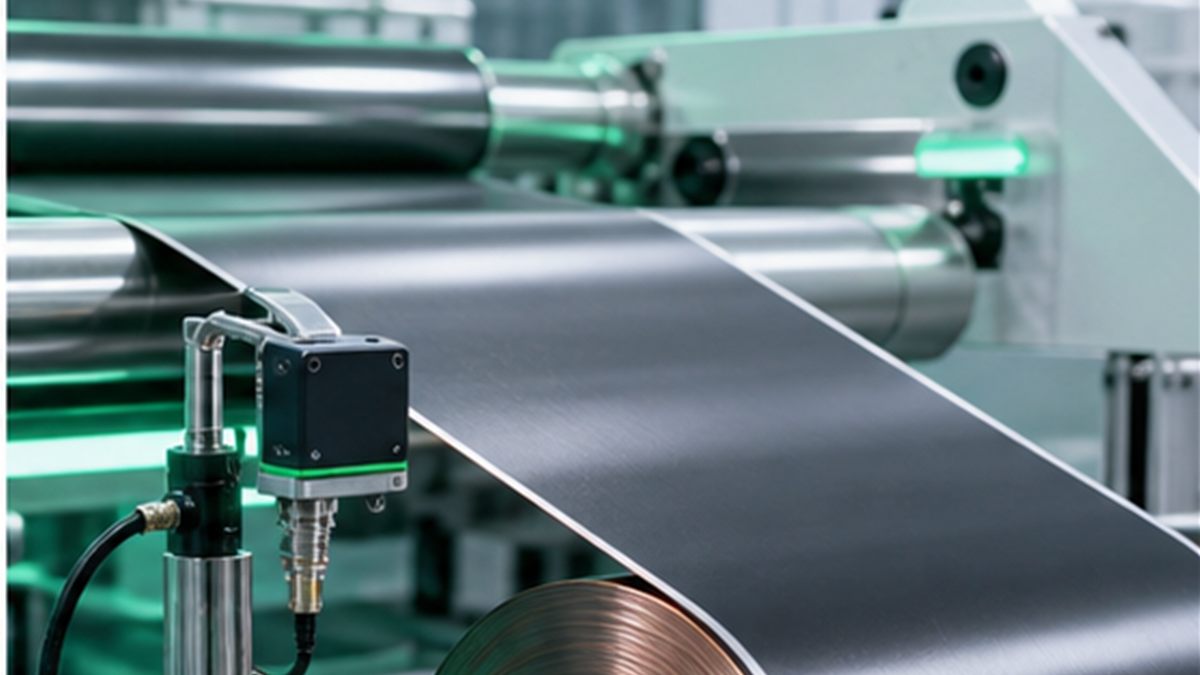
Coating, drying, calendering and slitting steps need consistent tension and alignment to reduce scrap in battery electrode production.
Recent battery manufacturing research and supplier announcements continue to focus on dry electrode processing, solvent reduction, consistent powder or film handling and scalable roll-to-roll production. These trends increase the need for stable tension, precise alignment and repeatable process windows.
Dry electrode routes rely more heavily on rolling, compression and material handling stability.
Copper and aluminium foils can wrinkle, stretch or edge-damage when tension is not controlled.
Coating, calendering, inspection, slitting and winding each need a controlled web path.
Electrode lines often include coating, drying or dry film processing, calendering, inspection, slitting and winding. Each zone can require a different tension range. If tension is too high, foil stretch or coating damage may occur. If it is too low, the web can wrinkle, wander or rewind poorly.
Edge position matters when electrodes move through coating heads, calender nips, inspection stations and slitters. Web guiding helps maintain alignment so that coating margins, edge trims and winding quality stay within target.
KRD Automation supports roll-to-roll battery material equipment with tension controllers, load cells, web guide controllers, sensors and actuators.
Electrode foils are thin and sensitive. Controlled tension helps reduce wrinkles, stretch, coating damage and rewind defects.
Yes. Dry processes can make mechanical consistency even more important because rolling and compression are central to film formation.
Material type, foil width, speed, target tension range, roll diameter, process zones and installation space are the key starting points.
Battery electrode web handling is moving toward wider webs, higher speeds and tighter quality expectations. These trends increase the importance of stable tension, accurate tracking and predictable correction response.
In electrode lines, every control decision should protect coating quality and material yield. Sensors, controllers and actuators must be selected not only for accuracy but also for stable operation in the surrounding production environment.
KRD Automation reviews the complete machine context before recommending components. Important details include web width, material type, line speed, control zone, available installation space, required correction accuracy and whether the project is a new OEM build or a retrofit. This approach helps avoid over-specifying one part while missing the practical limit in another part of the control loop.
For a customized recommendation, share drawings, photos or short videos of the machine section. KRD can help compare tension controllers, load cells, EPC controllers, ultrasonic or photoelectric sensors, linear actuators and integrated web guiding units for the application.
For any roll-to-roll control project, the best recommendation starts with process data. Useful information includes web width, material thickness, substrate type, line speed, roll diameter, control zone, required accuracy and the machine section where the problem appears. Photos of the web path, sensor mounting area and actuator location are often more useful than a model number alone because they show the real mechanical constraints.
It is also important to describe the defect in production language. Examples include edge wander, wrinkles after acceleration, unstable unwind tension, poor rewind hardness, hunting guide movement, sensor loss on transparent film, inconsistent slitting edge or registration drift. These symptoms help identify whether the issue is mainly sensing, control logic, actuator sizing, mechanical alignment or tension stability.
One common mistake is selecting a controller without confirming the feedback method. Another is choosing a sensor based only on catalogue type instead of testing the actual material. A third is undersizing the actuator or brake because the machine speed, roll inertia or guide load was not considered. In industrial environments, stable performance usually comes from matching the full loop: sensor, controller, actuator, mechanics and operator interface.
For North American OEM and converter projects, serviceability also matters. Wiring should be clear, calibration should be repeatable and operators should be able to understand alarm conditions quickly. A solution that is easy to install and maintain often creates more value than a more complex system that is difficult to support on the production floor.
Contact KRD when a machine requires a new tension controller, web guide controller, sensor, actuator or integrated EPC unit, or when an existing line is producing waste that appears related to web tension or lateral alignment. KRD can review the application and suggest a practical product family for printing, packaging, film, foil, label, nonwoven or lithium battery material production.
Before purchasing equipment, document the current machine condition and the expected improvement. Record where the web becomes unstable, whether the issue appears during startup or steady operation, and whether the problem changes with material, roll diameter or speed. This information helps separate a control issue from a mechanical alignment issue.
Next, confirm the installation constraints. Check the available panel space, sensor mounting distance, roller layout, actuator mounting position, cable routing and whether the machine already has PLC input or output requirements. Many successful retrofit projects depend on these mechanical and electrical details being reviewed before the product is ordered.
Finally, define how success will be measured. Examples include lower startup scrap, reduced edge trim, more consistent rewind quality, fewer web breaks, faster changeover or improved registration stability. When the success metric is clear, it is easier to choose the right level of control instead of overbuilding or underbuilding the system.
Send your electrode material, line speed, web width and control zones. Our team can help match tension control and web guiding components for your battery production line.